In this regular column, Jenike & Johanson’s general manager, Grant Wellwood, discusses how asymmetric loading can cause serious productivity losses.
Q. Our plant has recently installed dynamic optimisation software which monitors our entire value chain, generating insights to maximise profits. It routinely calls for changes in plant throughput, but on one particular line there is always a problem.
Whenever we attempt to increase the rate on a critical bulk solid metering conveyor, its belt tracks off and we end up losing valuable production time correcting the problem. In fact, we lose so much time that our daily output is often less than if we had not tried to increase the rate in the first place. The increased metering rate is well within the design specification of the conveyor unit and the surge bin supplying it.
Those of us at the pointy end are at a loss in terms of understanding the root cause of this problem, as the bin should be buffering (acting as a circuit breaker) between the modulated in-feed conveyor and metering unit. We are finding it difficult to make a scientifically informed fix to realise the increased profitability.
Any thoughts regarding what’s going on and what we can do to make these optimisation insights actionable in practice would be greatly appreciated.
Thanks in advance,
“Desperate and Clueless”
A. Thanks for sharing your experience D&C. If it’s any conciliation, this is becoming quite a common situation as dynamic optimisation software becomes more pervasive. While it is not possible to provide a specific solution without knowing the exact details, there is a good chance the problem could actually be upstream of the metering belt, within the surge bin.
Unlike tanks used to buffer liquid flows, the dynamic loading and discharge performance of a bulk solid surge bin is influenced by the nature of the material involved and the manner in which it is delivered.
At the design operating point, material is normally delivered to a bin close to its centre line (Figure 1).

However, any change in the in-feed conveyor belt speed in order to maintain inventory will also change the trajectory of the incoming material entering the headroom of the bin. In simple bin designs this can lead to asymmetric loading.
Entering the headspace at higher velocity means the material could now be flung to the far wall instead of being deposited close to the centre line of the bin (Figure 2).
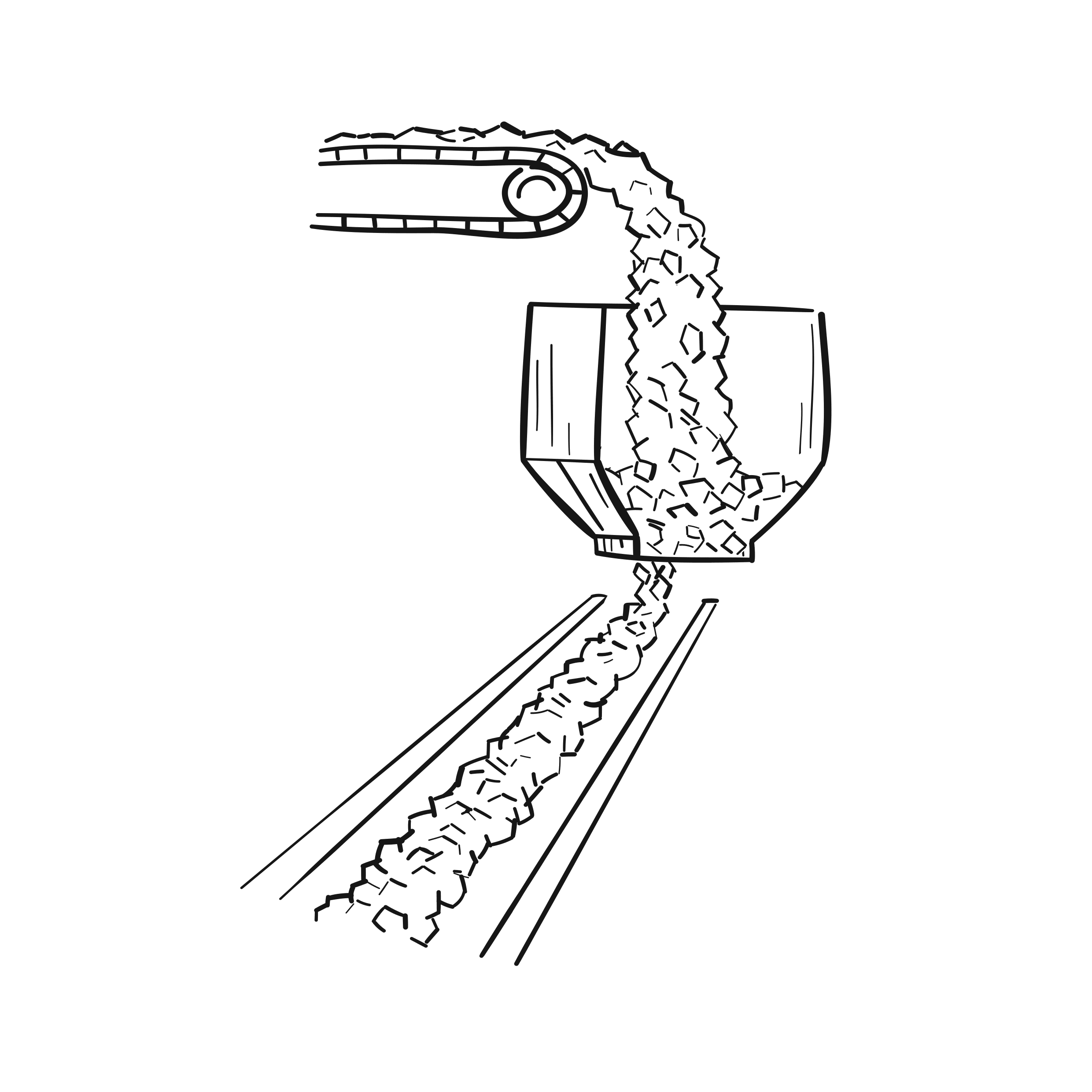
The physical effects of this process change are hidden inside the bin and can play havoc in terms of the bin’s level controller. In addition, the combination of extra velocity and wall impact can increase material attrition, exacerbate segregation and even cause abrasive wear of the bin walls.
If there is any cohesiveness between the particles involved, the extra kinetic energy can cause compaction leading to rat holes. This obscured loading dynamic can also change the live load distribution on the support structure and create vibration due to slip-stick flow – an important consideration for larger capacity bins.
Finally, and most importantly in your case, asymmetric loading can be reflected at the discharge giving rise to a skewed drag force profile across the discharge (metering) belt. This is most likely to be the root cause of your frustrating tracking issue.
Interestingly, this kind of loading behaviour can also be hysteretic in nature (meaning that even backing off the rate won’t immediately fix the problem).
Without inserting an endoscope, such behaviour is difficult to detect, although the level control system may start behaving strangely and the noise level/pitch may alter as the impact point within the bin changes. If you have a liquid flow mindset, these subtle symptoms may go unrecognised. In a typical liquid system, the fluid under gravity always settles quickly to a uniform horizontal level within the surge tank.

By using the ‘five whys’ problem-solving framework, the analysis looks like this:
Problem: Metering belt tracks off
Why? Drag force is not uniform across the belt
Why? Bulk solid is not symmetrically loaded on the belt.
Why? Bin is not symmetrically loaded (material could also be compacted)
Why? Trajectory of the material entering the bin has changed (moved off centre-line)
Why? In-feed belt speed has increased (in order to maintain bin inventory at a higher throughput)
This hypothesis seems reasonable, so we can use it to make predictions and look for evidence to support and then find a solution to address the root cause. Examples of possible evidence could include:
• Does the belt track off on the same side and the one furthest from the in-feed conveyor?
• Is there increased noise and vibration ahead of belt track-off?
• Does the bin level controller system show any abnormal behaviour ahead of a track-off event? (Do you have any hard data? Is there a relationship between in-feed belt speed, level controller behaviour and metering belt drift?)
• What do you see inside the bin when you stop (and lock-out) the system for a belt correction? (Rat-holes? Signs of wall wear? Residual asymmetric loading or compacted material?)
Front-line operators usually have heightened process empathy and can detect even subtle changes from normal operation. As such, they are your best source of information when it comes to testing your hypothesis.
Assuming the ‘trajectory’ root cause hypothesis is correct, possible solutions include the addition of an in-feeder discharge hood to guide the material along the centre line, Binserts and perhaps even live-bottoms. These should all be ranked on their merits and engineered for your specific situation, taking into account structural impacts if necessary.
While I can understand the building pressure to solve this issue, I recommend you get independent expert advice before rushing to a DIY solution, catalogue engineering or even approaching a vendor. If you dont, there is a real chance you could actually make things worse. When it comes to bulk solids flow, haste usually means waste. Rushing to solve the problem without science usually leads to repeating the process that created the problem in the first place.
In addition to making physical changes to accommodate velocity and trajectory changes, you may also need to constrain the optimisation software. While true value chain digital twins will revolutionise many operations, the current models are still quite basic as the software has a liquid flow mental model that treats bulk solids flow as invariant.
Unfortunately, when it comes to bulk solids flow, behaviour is complex and often non-linear. In terms of behaviour everything upstream and downstream can be interdependent.
Do you have a bulk solids handling question? Jenike & Johanson has developed the science of bulk solids flow and specialise in applying it to solve the most challenging bulk solids handling problems. Why not put us to the test with your question? The harder, the better.
Related stories:
- Ask an engineer: How do I protect my storage silo and feed hopper from baked in design flaws?
- Should I be concerned about the explosive potential of my process dusts?
- What is the best way to source bulk solids handling expertise?
The post Ask an engineer: How can I stop my conveyor belt mistracking when throughput increases? appeared first on Australian Bulk Handling Review.
Source: Brand Company Press Office